Box printing is an essential aspect of product packaging that not only enhances brand visibility but also provides crucial information to consumers. This process involves the application of graphics, logos, text, and other elements onto the surface of boxes, effectively transforming plain packaging into a powerful marketing tool.
The fundamental goal of box printing is to create a visual appeal that captures consumer attention and conveys the essence of the brand effectively. Whether it’s a simple cardboard box for shipping or a high-end, custom-printed box for retail display, the methods employed in box printing can vary widely, depending on the complexity of the design, the materials used, and the intended use of the box.
Several printing techniques are commonly used in the industry, each with its unique advantages. For instance, flexographic printing is popular for its speed and efficiency, especially in large-volume orders. It uses flexible relief plates and can be applied to various substrates, making it versatile for different types of boxes. Digital printing, on the other hand, offers high-quality prints with the advantage of easy customization, ideal for short runs and intricate designs.
Additionally, offset printing is another prevalent method known for its superior image quality and color accuracy, often used for high-end packaging that demands excellent visual representation. Screen printing is typically utilized for specialty packaging, producing vibrant colors and accommodating a range of ink types.
Understanding the materials being printed on is also crucial. Corrugated cardboard, chipboard, and rigid box materials each have unique properties that affect how well they can be printed on and the suitability of different printing techniques. The choice of ink also plays a significant role; water-based inks, solvent-based inks, and UV inks are selected based on their compatibility with the printing process and the substrate.
Furthermore, advancements in technology have introduced the use of eco-friendly inks and sustainable practices, aligning with the growing demand for environmentally responsible packaging solutions. This not only conveys a brand’s commitment to sustainability but also resonates with increasingly eco-conscious consumers.
In essence, box printing is a multifaceted process that combines artistic creativity with technical precision, ensuring that packaging not only protects the product inside but also serves as a compelling brand ambassador on the shelf.

The Rising Popularity of Custom Printed Boxes
Custom printed boxes are becoming increasingly popular in today’s market, serving not just as packaging but as a crucial marketing tool. Companies are turning to custom printing to distinguish their products in a crowded marketplace. With unique designs, logos, and branding elements, these boxes offer a way to make a lasting first impression and attract customer attention. Additionally, the rise of e-commerce has amplified the demand for personalized and visually appealing packaging that can enhance the unboxing experience for online shoppers. Brands are leveraging advanced printing technologies like digital and offset printing to create high-quality, vibrant designs that resonate with their target audience. Furthermore, the increased focus on sustainability is encouraging the use of eco-friendly inks and recyclable materials, aligning with consumer preferences for environmentally responsible products. Custom printed boxes not only elevate brand identity but also contribute to a more engaging and memorable customer experience, making them an essential part of modern packaging strategies.
Why Printing on Boxes Matters
The visual appeal and branding power of a printed box are unparalleled. When a customer sees a package with high-quality graphics and logos, it creates an instant connection with the brand. This first impression can significantly influence purchasing decisions and brand loyalty. Not only does printed packaging act as a silent salesperson, but it also helps in differentiating products in a highly competitive market. Unique designs and colors make a box stand out on the shelf, drawing attention amidst a sea of competitors.
Additionally, printed boxes provide essential information that aids consumers in making informed decisions. Ingredients, usage instructions, company details, and regulatory information can all be seamlessly incorporated into the design. This transparency breeds trust and ensures compliance with legal requirements, enhancing the product’s credibility.
From a marketing perspective, printed boxes offer a cost-effective advertising medium. Unlike other forms of advertising that require ongoing expenditure, the investment in printed packaging is one-time yet continuously yields results as long as the product is in circulation. The box essentially becomes a mobile billboard, promoting the brand wherever it travels.
Environmental considerations also play a role. With the growing emphasis on sustainability, many companies are opting for eco-friendly inks and recyclable materials in their printed packaging. This not only reduces the environmental impact but also resonates well with consumers who prioritize sustainability, thereby improving the brand’s image.
Printing on boxes is not just about aesthetics. It’s a multifunctional strategy that builds brand recognition, conveys vital information, offers cost-effective advertising, and supports environmental sustainability.
Materials Used in Box Printing
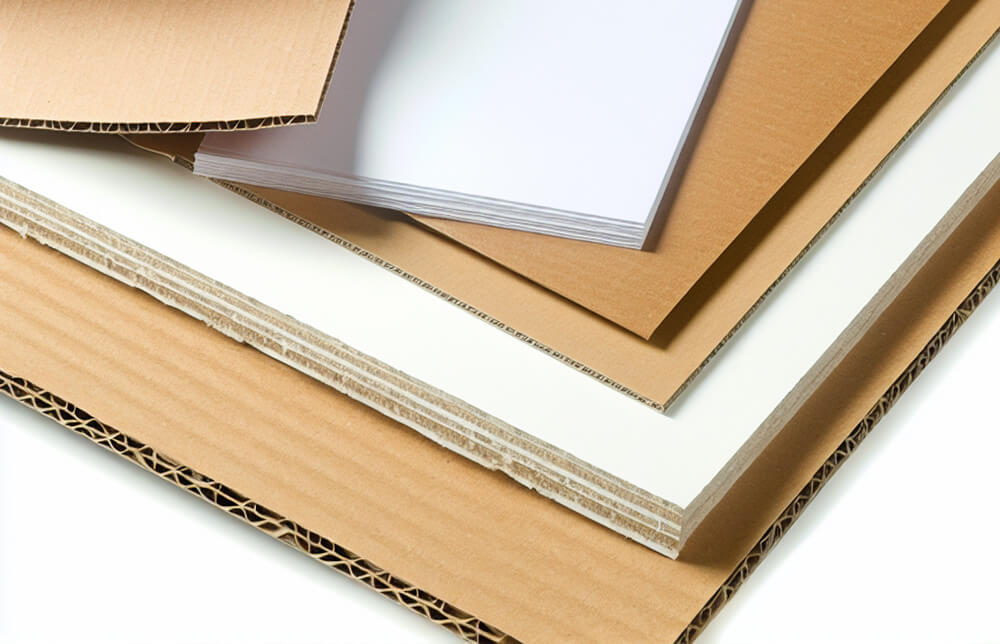
When it comes to printing on boxes, the choice of materials plays a critical role in the final outcome. The quality, durability, and overall appearance of the printed box can vary significantly based on the materials used. Here are some of the key materials involved in box printing:
- Cardboard and Corrugated Board: Most boxes are made from either cardboard or corrugated board. Cardboard is generally used for lighter packaging, while corrugated board, which consists of a fluted corrugated sheet and one or two flat linerboards, is used for heavier items due to its strength and durability. The type of board chosen can impact the printing process and the types of inks and printing techniques that can be utilized.
- Printing Inks: There are various types of inks used in box printing, each suited for different materials and printing methods. Water-based inks are popular for their environmental benefits, while solvent-based inks offer durability and fast drying times. UV-curable inks are also gaining traction due to their quick curing process under UV light, providing a robust and high-quality finish.
- Coatings and Laminates: To enhance the durability and aesthetic appeal of printed boxes, coatings and laminates are often applied. Gloss, matte, and satin finishes can protect the print and give the boxes an attractive look. Additionally, laminates provide extra protection against moisture and wear, making the boxes more resilient during shipping and handling.
- Adhesives: Strong adhesives are essential for assembling the boxes after they are printed. The choice of adhesive can depend on the box material and the conditions it will face during transport and storage. Hot melt adhesives are commonly used for their strong bonding capabilities and quick setting times.
- Specialty Materials: For customized and high-end packaging, specialty materials such as metallic inks, embossing foils, and textured papers may be employed. These materials can give the boxes a premium look and feel, making them stand out on retail shelves.
Selecting the right combination of these materials is crucial for achieving high-quality printed boxes that meet both functional and aesthetic requirements. This careful selection process ensures that the packaging not only looks good but also protects its contents effectively.
From Plain Box to Printed Masterpiece
The captivating journey of a plain box transforming into a printed masterpiece involves several meticulous steps and technological wonders. The process begins with design conceptualization, where graphic designers and branding experts collaborate to create visually appealing artwork tailored to the product and the brand. This artwork is then converted into a digital format suitable for printing.
Next, the selection of printing technique takes center stage. Various methods such as flexography, digital printing, and lithography are considered based on the material of the box and the complexity of the design. Flexography, often used for high-volume runs, utilizes flexible relief plates, while digital printing is ideal for short runs and detailed images. Lithography, known for its high-quality output, employs a planographic process.
With the design finalized and the printing technique chosen, the focus shifts to pre-press preparation. This phase involves making plates or preparing the files for digital printing, ensuring that colors are accurately represented, and the design aligns perfectly with the box dimensions. At this point, color proofs are often created and reviewed to prevent any discrepancies.
Once everything is set, the actual printing process begins. Boxes are fed into the printing machines where the ink is applied to create the designated designs. During this stage, quality control measures are crucial. Operators continuously monitor the output to ensure consistent color quality and alignment, making real-time adjustments as needed.
After printing, the boxes may undergo additional treatments such as varnishing or laminating to enhance durability and aesthetic appeal. These finishing touches protect the printed design and give the box a professional look.
Finally, the inspection and packaging phase ensures that each box meets the required standards. Defective or misprinted boxes are discarded, and the approved ones are packaged and prepared for shipping. From start to finish, this journey transforms a simple box into an essential branding tool and an attractive packaging solution.

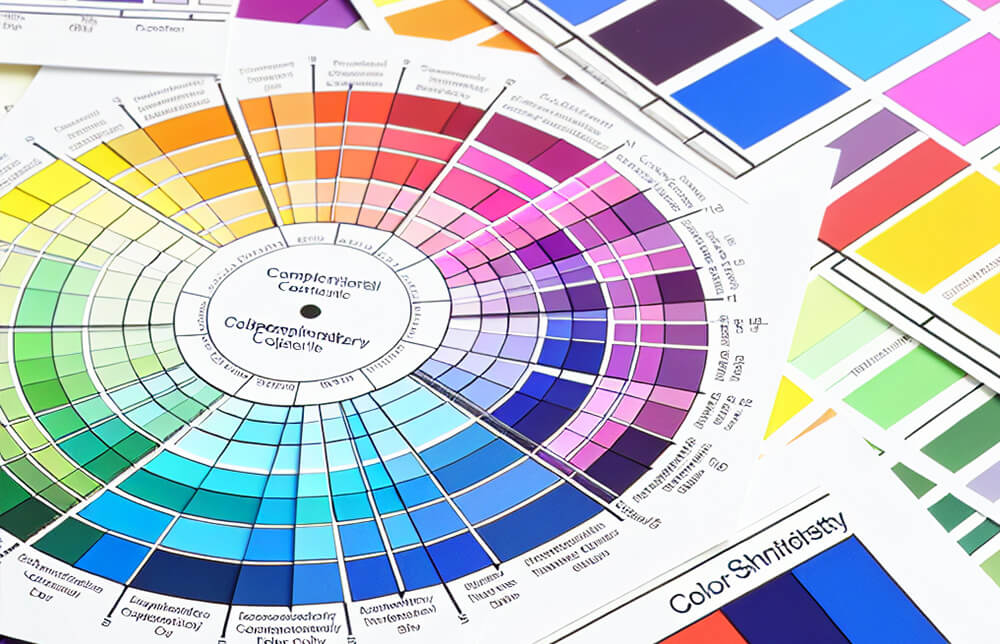
Choosing the Right Color Schemes
Selecting the appropriate color schemes for printing on boxes is crucial for capturing attention and conveying the intended message. Several key factors should be considered during this process:
- Brand Consistency: Ensure that the colors align with your brand’s established palette. Consistency helps in building brand recognition and trust. Use colors that are already associated with your brand’s identity, as this reinforces your branding efforts across all packaging materials.
- Color Psychology: Different colors evoke different emotions and reactions. Understanding the psychology behind colors can help in choosing the hues that will create the desired impact on your target audience. For instance, blue often conveys trust and professionalism, while red can evoke excitement or urgency.
- Contrast and Readability: It is essential to choose color combinations that are easy to read and distinguish. High contrast between the background and text ensures that important information stands out and is easily legible, which is especially critical for packaging that includes instructions or regulatory information.
- Printing Techniques and Materials: The printing method and material of the box can affect the final appearance of colors. Some colors may look different depending on the type of substrate used. Always test your color choices on the actual material that will be used for the boxes to ensure accurate color representation.
- Market Trends: Stay informed about current trends in packaging colors within your industry. Being aware of what is resonating with consumers can help you make more informed decisions. However, while following trends, it’s essential to maintain a balance between trendiness and staying true to your brand.
- Environmental Considerations: If your brand prioritizes sustainability, consider using eco-friendly inks and dyes. These options often come in a more limited range of colors, so you’ll need to plan accordingly to maintain your brand’s visual appeal while sticking to your environmental values.
In conclusion, choosing the right color schemes is a multifaceted decision that involves understanding your brand, your audience, and the technical aspects of printing. By carefully considering these factors, you can ensure that your printed boxes are both visually appealing and effectively communicate your brand’s message.
Ensuring Legibility and Brand Consistency
Digital Proofing: Avoiding Future Hiccups
The pre-press stage is vital in ensuring the final product is of the highest quality, and digital proofing stands at the forefront. This step involves creating a digital mock-up of the box design to identify potential issues before moving into full-scale production. By catching design flaws or color mismatches early, digital proofing saves time and resources, preventing costly mistakes down the line.
Adjusting for Print: The Technical Tweaks
Once the digital proofing process is complete, adjustments are often required to perfect the design for printing. This could mean tweaking color profiles, adjusting margins, or altering image resolutions. These technical tweaks ensure that the design translates well from screen to physical box, maintaining the integrity and vibrancy of the artwork.
Graphic Plate Creation: The Blueprint of Printing
After the final design adjustments, the next step is creating graphic plates, which serve as the blueprint for the actual printing. These plates are crafted with precision to ensure every detail of the design is accurately transferred onto the boxes. The process varies depending on the printing technique chosen but usually involves etching the design onto a metal or polymer plate.
Printing Techniques: Diverse Approaches
Various printing techniques can be employed depending on the project’s requirements, each with its strengths and ideal use cases.
Flexographic Printing: Efficiency at Its Best
Flexographic printing is a popular choice for high-volume orders due to its efficiency and speed. This method uses flexible rubber or plastic plates and is particularly effective for printing on corrugated cardboard boxes. Flexography is renowned for its ability to handle large print runs economically while still producing quality results.
Lithographic Printing: High-Quality Outputs
For projects demanding high-quality, detailed prints, lithographic printing is the go-to method. This technique can produce intricate designs with superior clarity and color richness. However, it is generally more time-consuming and expensive than flexography, making it better suited for smaller runs or high-value items.
Digital Printing: The Modern Solution
Digital printing has revolutionized the printing industry with its flexibility and rapid turnaround times. Ideal for short runs and custom jobs, digital printers can produce high-quality images directly from digital files without the need for plates. This method is cost-effective for smaller orders and allows for easy adjustments and quick changes.
Screen Printing: Ideal for Specialty Designs
Screen printing is perfect for specialty designs requiring thick ink application or unique visual textures. This method involves pushing ink through a mesh screen to achieve vibrant, durable prints. It’s particularly favored for printing on non-traditional materials or adding unique finishes like metallic or fluorescent inks.
Printing Inks: A Spectrum of Options
The choice of ink plays a crucial role in the final appearance and functionality of printed boxes. Different ink types offer various benefits, from sustainability to durability.
Water-Based Inks: Sustainable and Safe
Water-based inks are lauded for their eco-friendliness and safety. They are free from harmful solvents and offer excellent color clarity. These inks are particularly suitable for food and beverage packaging, where safety and sustainability are paramount.
Solvent-Based Inks: Durability and Boldness
For applications requiring durable and weather-resistant prints, solvent-based inks are a solid choice. They excel in creating bold, vivid colors and are resistant to abrasion and fading, making them ideal for outdoor applications or products that require extended shelf life.
UV Inks: Quick-Drying Perfection
UV inks offer the advantage of instant drying through exposure to ultraviolet light, making the printing process faster and reducing the risk of smudging. This quick-drying feature enhances production efficiency and is particularly valuable for high-speed printing operations.
In summary, the pre-press stage is a critical phase in the printing process, encompassing everything from digital proofing to finalizing technical tweaks and graphic plate creation. The choice of printing techniques and inks further determines the quality and functionality of the printed boxes, ensuring that the end product meets specific requirements and standards.

Post-Print Finishing Touches
Once the primary printing process concludes, post-print finishing touches take printed boxes from good to extraordinary. These final steps add not only aesthetic appeal but also durability, resulting in eye-catching, resilient packaging that stands out on store shelves.
Adding Shine and Strength
Laminating involves applying a thin layer of plastic film over the printed surface of the box. This adds a glossy or matte finish, enhancing the box’s appearance and making colors more vibrant. Beyond aesthetics, laminating provides a protective barrier, making the box resistant to moisture, tearing, and general wear and tear. This is especially vital for products that may face rough handling or need to maintain their visual appeal over an extended period.
Embossing and Debossing: Texture and Depth
Embossing and debossing introduce tactile elements to the box, creating a three-dimensional look and feel. Embossing raises elements of the design above the surface, giving it a distinct texture that invites touch. On the other hand, debossing presses the design into the surface, resulting in an indented effect. These techniques add depth and sophistication to the packaging, making logos, brand names, and other key visuals stand out prominently.
Foil Stamping: Luxurious Brilliance
Foil stamping applies metallic foil to the box using heat and pressure, producing a shiny, reflective effect that exudes luxury and elegance. Gold, silver, and other metallic hues are typical choices, though colored foils are also available for more vibrant options. This technique is perfect for highlighting specific design elements like logos, seals, or borders, making the product look premium and enticing to potential buyers.
Quality Control
The final step in the post-print finishing process is rigorous quality control. Each box undergoes thorough inspection to ensure that every aspect—from color accuracy to the application of finishing techniques—meets the highest standards. Imperfections such as alignment errors, smudges, or inconsistent textures are meticulously corrected or the box is discarded. This ensures that only flawless products reach the customers, maintaining the brand’s reputation for quality.
Spot Checks During Production
Ensuring the quality and accuracy of printed boxes is crucial at every stage of production. Spot checks serve as a vital mechanism to catch potential errors before they become widespread issues. Here’s how these checks are systematically carried out:
Sampling Techniques: During production, random samples are pulled from the line at various intervals. This helps to ensure that any issues are detected early and are representative of the overall production quality.
Visual Inspection: Operators and quality control inspectors visually examine these samples for alignment, color accuracy, and print clarity. They look for defects such as smudges, misprints, or any inconsistency that may affect the final presentation of the boxes.
Dimensional Accuracy: Besides the print quality, it’s essential to verify that the dimensions of the box meet the specified tolerances. This includes checking both the box structure and the placement of printed elements to ensure they align perfectly with die-cut lines and folds.
Color Matching: Advanced color matching tools are often employed during spot checks to ensure the colors printed on the box match the desired Pantone or CMYK values. Any deviations are noted and corrected promptly to maintain brand consistency.
Feedback Loop: Any issues detected during these spot checks are immediately communicated back to the production team. This rapid feedback mechanism ensures that corrective actions can be taken in real-time, thereby reducing waste and preventing large-scale defects.
By integrating spot checks into the production workflow, manufacturers can maintain high standards of quality, ensuring that every box that comes off the line meets the stringent requirements set forth by the client or the industry. This continuous vigilance helps to uphold the integrity and reliability of the final product.
Final Inspection Before Shipping
Once the printing process is complete, the boxes undergo a rigorous final inspection to ensure they meet quality standards. This stage is crucial for maintaining brand integrity and customer satisfaction. Each box is examined for print clarity, color consistency, and alignment accuracy. Any discrepancies or defects are identified and addressed before the boxes move forward. Special attention is given to barcodes and QR codes, as their scannability can directly impact inventory management and end-user experience.
For large orders, random sampling might be employed to streamline the inspection process. This method involves selecting a predetermined number of boxes from the batch to inspect closely, providing a reliable measure of the overall quality. Advanced imaging technology can assist in this process, offering high-resolution scans that reveal even the minutest flaws.
Once a box passes the inspection, it is deemed ready for shipping. However, before it leaves the facility, protective measures such as wrapping or padding come into play to safeguard the printed surfaces during transit. This last step ensures that what reaches the customer is a pristine, perfectly printed box, ready to impress and perform its intended function.

Sustainable Printing Practices
As environmental awareness continues to rise, the packaging industry is increasingly turning to sustainable printing practices to reduce its ecological footprint. One key approach is the use of eco-friendly inks. Traditional inks often contain volatile organic compounds (VOCs) and other harmful chemicals. By contrast, eco-friendly inks, such as vegetable-based and soy-based inks, offer a safer alternative. These inks are biodegradable, emit fewer pollutants during production, and maintain high-quality print outputs.
Another essential factor in sustainable printing is the choice of substrates. Many companies now opt for recycled or sustainably sourced materials, reducing the demand for virgin paper and consequently lessening the toll on forests. For instance, some businesses use post-consumer recycled (PCR) materials, which not only support recycling programs but also require less energy and water to produce compared to non-recycled substrates.
Energy efficiency also plays a crucial role in sustainable printing practices. Modern printing technologies, such as digital printing, use less energy and produce less waste compared to traditional methods like offset printing. Digital printing eliminates the need for plates, which reduces the consumption of raw materials and speeds up the printing process. Additionally, advancements in energy-efficient machinery have further contributed to diminishing the carbon footprint of printing operations.
Finally, sustainable practices extend beyond the actual printing process to include waste management. Many printing companies have implemented rigorous recycling programs for paper scraps, ink cartridges, and other consumables. By ensuring that these materials are properly recycled or repurposed, businesses can significantly decrease the amount of waste they send to landfills.
Through these combined efforts—using eco-friendly inks, selecting sustainable substrates, improving energy efficiency, and practicing effective waste management—the printing industry is making meaningful strides toward sustainability. These practices not only help protect the environment but also resonate with consumers who are increasingly prioritizing eco-conscious brands.